Importance of the mechanical pre-treatment for Enamel applications

Replacing manual challenging processes with automated, controlled and repeatable solutions is always great added value for the customers! If we can eliminate environmental unfriendly processes such as chemical pre-treatment at the same time, benefits are adding up.
Our Flagship - BoilerBlast Machine
Family of FerroECOBlast’s Boiler Blast machines has become standard in the world of enamelling as mechanical pre-treatment solutions before enamel coating.
Even twenty and more years ago air-blasting process was one of the best options, but nobody knew exactly, how the surface inside boiler/water tank should be right prepared, which physical and chemical processes going on during firing and how to get equal, right and controlled surface inside tanks, where you can’t see anything… And how is with this problem today, when quantity and quality are crucial points to stay on the market? There are many inputs required to provide an optimal solution. From product design, working principle, process flow, production volume, enamelling technique that ultimately defines the solution that will perfectly fit the production.
20+ years of dedication to the enamel industry and our R&D activities in this segment enabled us to gain experience and know-how to develop the most advanced machines on the market. Let me point out just a couple of the innovations:
- AUTOMATIC DRY DEGREASING of Boilers inside with simultaneous ABRASIVE CLEANING
- Blasting parameters, surface cleanliness, roughness and coverage DEFINITION; thousands of samples done under EUREKA project (three-year project).
- High productivity installation for AUTOMATIC POWDER ENAMELLING OF ELECTRIC WATER HEATING UNITS for boilers – Seen for the first time on the market!
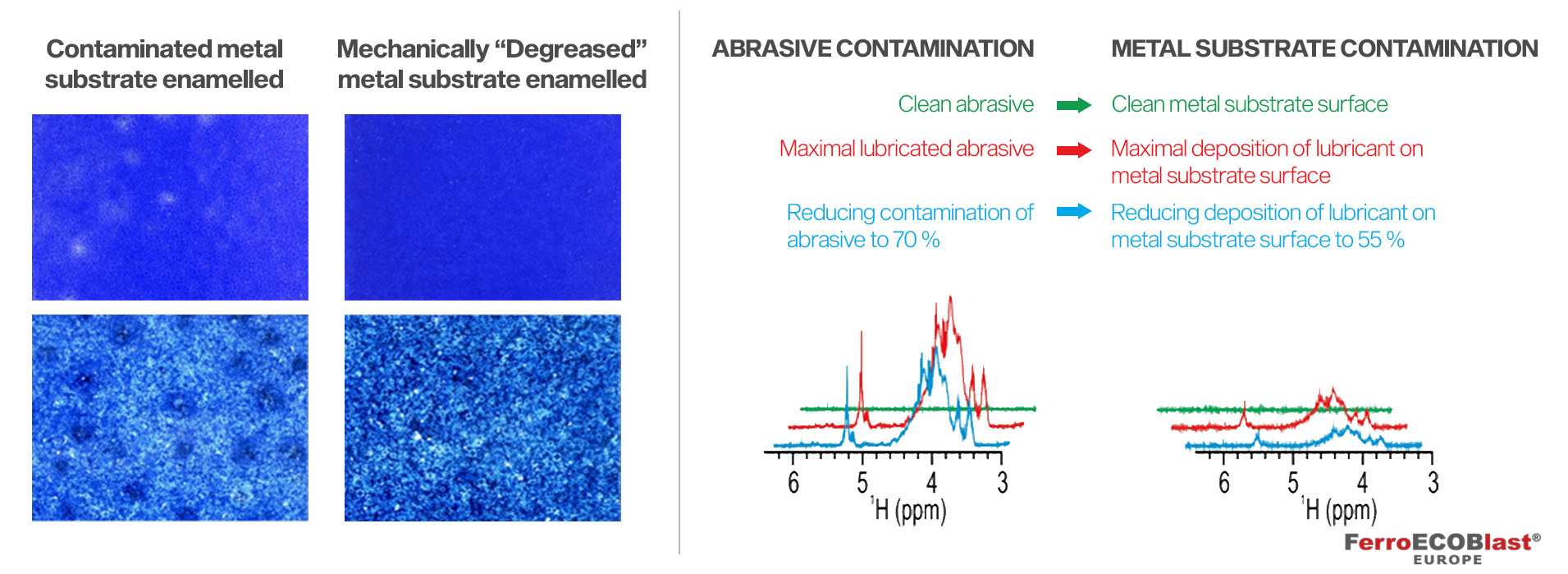
During intensive research and enameling procedures development that we tried was unsuccessful or even adverse because the surface was even more contaminated. However, our interest was drawn by one procedure, which turned out to be promising for what we call »mechanical degreasing«, meaning that organic contamination was reduced without any use of chemical pre-treatment. And what actually means »MECHANICAL – DRY DEGREASING«? In the abrasive mixture we add a certain amount of special powder that collects grease and oil during the blasting process. It is done simultaneously and continuously with the blasting and due to its very low specific weight is easy to remove it from the abrasive. In the numerous following tests, we monitored contamination of sandblasting media and the sandblasted metal substrate to confirm that the procedure of mechanical degreasing is working as it lowers the contamination of substrate and abrasive. However, it is very tricky to say whether this is sufficient in context of general enamelling, due to dependence on other factors (material, firing, enamel quality,…) but we developed complete automatization for dosing and also for exhausting whole amount of additive for customers that find such solution viable.
Our Company FERROECOBLAST EUROPE has done extensive research, on which steel materials and surface preparation is best and still good enough for the perfect adhesion of enamel, once for wet and once for powder applications. On the base of many thousand samples, tests and three years of intensive work, our researchers are recognizing five decisive conditions:
- Chemical composition of Carbon steel (Not every steel is good enough!)
- Cleanliness before blasting (no oil, no grease and no other dirties or corrosion on the surface)
- Type and size of abrasive
- Blasting Pressure
- Blasting Coverage
What of that we can check or even measure in the surface preparation process before enamelling?
- Regarding steel is important to know % of Carbon and some other elements, like Vanadium, etc.
- Surface of steel should be clean, degreased and no or very small corroded
- Roughness should be equal on all surfaces, in microns 3 – 5 Ra or 25 – 35 Rz (simple for measuring)
- Blasting coverage (or impact density) should be less than 100% – around 70 – 80% ONLY! (during firing over 800 degrees C some chemical elements, like vanadium evaporate into the gas and make holes or defects in the enamel layer as well…).

As you see, is today really important to understand all those aspects well, and under this knowledge designing right process and build high production equipment with integrated In-line control in the effective and economic enamelling line. All Our Machines for Inside blasting of Boilers/Water heaters, produced in last fifteen years are completely designed and manufactured on the base of mentioned rules. They come in different sizes and types due to different boiler dimensions and because of different required quantities per hour.
Example of the BoilerBlast solution video:
I think all this was important to say before we touch on another big problem in Water heater production next time, so stay tuned!
