Automatic precision treatment solution for carbon composites intended for the most demanding industries
For a well-known Slovenian manufacturer of carbon composite products in the aviation industry, Dolenjske Toplice-based company FerroECOBlast® Europe engineered and manufactured a solution and a machine for the dry sandblasting or sanding of composites, which – based on numerous tests – has proven to be the most effective method of surface preparation before varnishing or adhesive bonding.

A Dolenjske Toplice-based family business with 57+ years of tradition, FerroČrtalič d.o.o. develops and manufactures machines for the most advanced surface treatment technologies, which are marketed under their proprietary FerroECOBlast® Europe brand. With a strong focus on developing comprehensive solutions, the company has seen successful expansion into the global market for years now and is becoming one of the leading players in numerous industries. Its solutions in the technologies of robotic, automatic, and manual air blasting, shot peening, dry ice or dry snow cleaning, ultra-high-pressure water jetting, as well as fully automated enameling solutions, are being used in the most technology-intensive industries – from aviation, automotive, metalworking, foundry and casting, energy and 3D printing to medical implants and pharmaceutical industries. In 2020 the company registered a new Addiblast™ brand, which covers the treatment and cleaning of the most demanding products in the field of advanced 3D technology for the manufacturing of plastic and metal products. This year the company is planning to register its autonomous line of machines for the surface treatment of medical implants. With many years of experience, an outstanding knowledge base, ongoing drive for research, and a responsible work attitude, it provides cutting-edge equipment and the most advanced solutions to its customers to help them meet their goals.
FerroECOBlast® Europe solutions are always the best possible answer to the specific requirements of increasingly demanding customers and their high-tech products, which – as shown in this case – do not allow for any compromises. The treatment processes are therefore generally fully automated, robotized, controlled and completely closed, and compliant with all European laws and regulations – without negative environmental impacts and typically without the need for human intervention.
ABOUT COMPOSITES IN GENERAL
Composites are materials made up of two or more components. They can be combined into different types of compositions, where the properties of individual components are utilized in an optimal fashion. A composite also allows design engineers to customize its properties. In effect, this means that a material can be produced with different properties in different parts (depending on the projected loads and exposure). The properties of a composite material differ from the properties of individual constituent materials. The characteristic of composites is that their properties surpass the properties of base materials due to their mutual interaction in the newly formed material. In practice, most composites consist of a base material (matrix) and reinforcement (epoxy resin, polymers, etc.) that increases strength and rigidity. It is a major challenge to combine composite products from various materials into a whole, where mainly adhesive bonding techniques are used – and recently also advanced methods for 3D printing of composite structures. In both techniques, surface preparation and surface treatment both play a crucial role.
ABOUT CARBON FIBERS IN GENERAL
In mechanical engineering, carbon fibers are classified as composite materials. In this case, carbon fibers act as matrices made out of organic substances, to which fillers (polymer or epoxy resins ...) are then added. They are recognizable primarily by their exceptional mechanical properties, as they greatly surpass the mechanical properties of certain metals, but their use is relatively limited due to the high cost and complexity of the fiber extraction process. Carbon fibers are often seen as the composite of the future, mainly due to the material's mechanical properties and low weight, which further expands the scope of their application. As the demand for carbon fiber products is growing, appropriate industrial infrastructure for the production of carbon fibers and their transformation into a wide range of diverse products is also being developed as a direct result.
PROCESS OF MANUFACTURING CARBON PRODUCTS
Carbon fibers or fabrics are essentially bonded with adhesives or covered in epoxy resin. Carbon fiber fabrics are laid in layers onto a base or into molds (the thickness of each layer being approximately 3–6μm), then each layer is sealed with epoxy resin. A carbon fiber fabric can be dry and sealed with resin during production or pre-impregnated and then later receive only a final coating of epoxy resin, which is absorbed into all the carbon fiber layers.
Carbon products are made using negative molds, which are also referred to as "master molds". Carbon fiber fabrics (also cloths) come in different weave designs depending on the required structure (longitudinal, transverse, various weaves, etc.). When choosing carbon fiber fabrics, one should pay attention to the type of weave design to be used, because the fibers are easily breakable at the cross-section, whereas under tensile stress or longitudinally they are stronger than steel. Once the fibers are laid and sealed with epoxy resin, the composition is vacuumed to remove all the air and allow the resin to fill up the spaces between individual fibers. The vacuuming is carried out by covering the raw product inside the mold with felt and placing it all in a bag fitted with a special valve. The product packed this way is connected to a vacuum pump. After all the air has been removed, the product – while still connected to the pump – is placed inside an autoclave (pressure chamber), which exerts additional pressure on the composite of up to 5 bar. The product, or rather semi-finished product, stays there for up to 24 hours until the resin has cured and stabilized.
TREATMENT OF SEMI-FINISHED CARBON PRODUCTS
After the semi-finished product has fully polymerized, it is time for additional mechanical processing or CNC milling to remove all residue and give the product its final shape. This is followed by preparation of the surface before moving on to further processes, either by sandblasting or sanding. Based on numerous tests, dry-blasting has proven to be the most effective method of surface preparation before varnishing or adhesive bonding. In the case of varnishing, a slightly coarser but still sufficiently fine-grained alumina (aluminium oxide) is used at an operating pressure of 2.6–2.7 bar. For more demanding or more sensitive parts, precision wet-blasting techniques are also being used – this is much gentler but more time-consuming as it also requires the product to be rinsed and dried.
Why is the choice of process so important? If excessive pressure is applied during blasting, the resin or the very fibers (the composite's reinforcement) could get damaged, thereby deteriorating the properties and, in effect, destroying the product. It is important that the surface is sandblasted evenly and only across the top layer to achieve the prescribed roughness and is structurally undamaged, which means that the treatment depth is up to a few microns below the surface.
With adhesive bonding of carbon products, coarser-grained alumina is used at an operating pressure of 2.9–3.2 bar. Namely, some of the surface resin needs to be removed to allow it to fuse with freshly applied resin and to bond the two products as firmly as possible.
A fine example of a carbon fiber product is radio base stations, where low weight is extremely important, as they are typically installed on very high structures, e.g. on the roofs of high-rise buildings. Since base stations have a relatively small footprint, a heavy load is being applied over a small surface area. Typically, a satellite dish mount itself can weigh over 200 kg – if this same product is made from carbon fibers, however, the weight is reduced to a mere 38 kg. What is also interesting is the fact that carbon products are not painted, only a decorative high-gloss or semi-matte varnish coating is applied at the very most. If a product in a different color is needed, the inside of the mold is repainted and carbon fiber layers are then laid into it, so that upon removal from the mold the product is already colored.
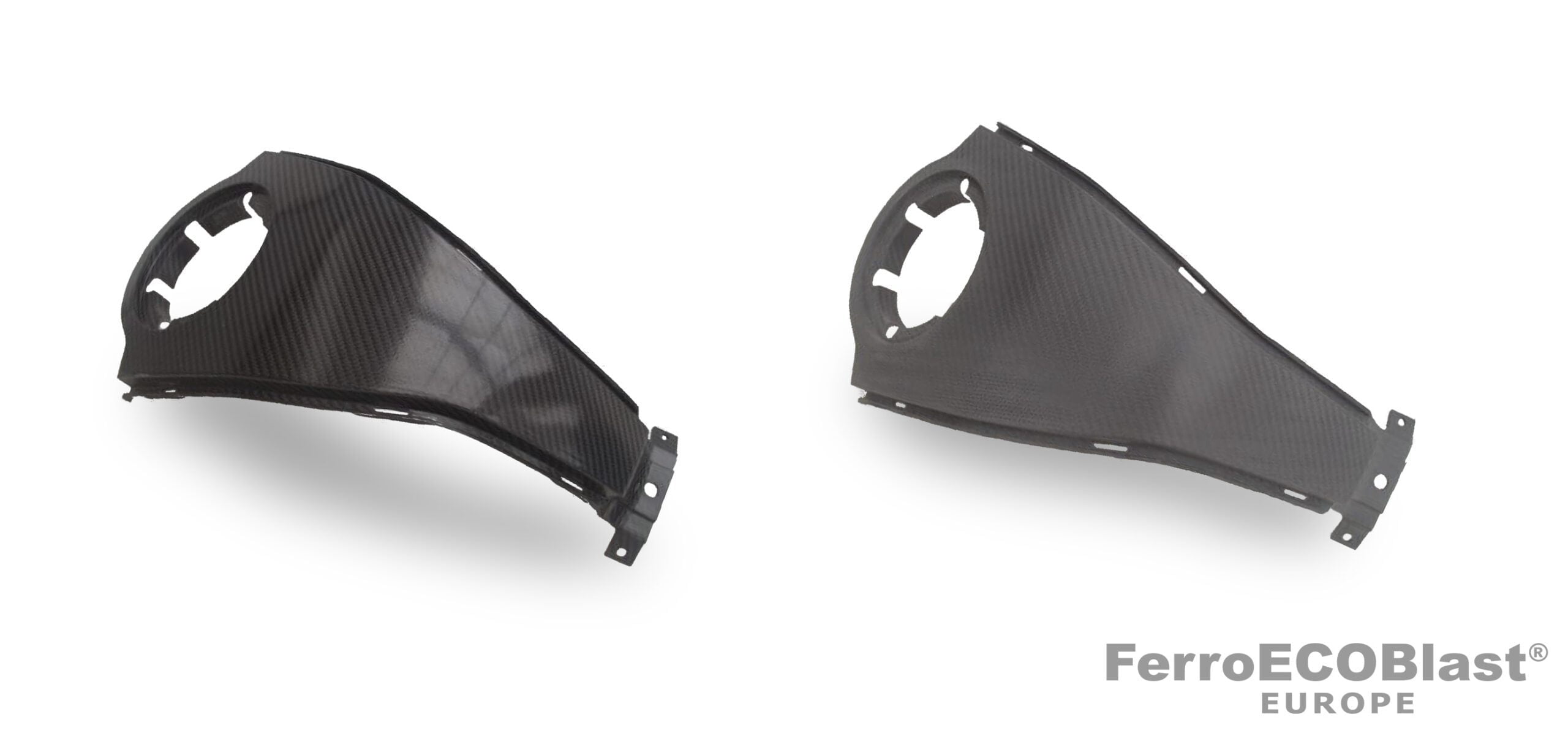
Composite product before (left) and after sandblasting (right)
The solutions presented here are only a portion of the wide range of technologies and machines available under the FerroECOBlast® Europe brand, designed primarily for the demanding aviation industry in the case of carbon products. This is essentially a conventional sandblasting process, which is in fact a destructive technology as it "eats away" at the components being treated. It is precisely the complexity and precise and controlled surface treatment of composite materials that make the implementations of such sandblasting machines particularly demanding and complex. FerroECOBlast® Europe always takes into account the user-friendliness, safety and quality of a given solution and its environmental friendliness, which is made possible by using completely closed systems with built-in sandblasting medium recycling and air filtration capabilities to prevent dust and excessive noise from being released into the environment. Such solutions enable flawless operation and a long service life with minimal maintenance.
This article first appeared in Slovenian in the December 2021 issue of IRT3000 magazine.
